







分离膜科技EDR在废水处理之应用
浏览次数:135次发表时间:2017-07-20
一.前言
由於水资源不易获得、污染日趋严重、建水库困难重重、海水淡化成本过高及废水处理费用一直居高不下等因素,因此,如何节水或回收重复使用,乃成为水处理科技的发展重心与指标。
这里谈到的水回收再利用之分离膜科技,主要有EDR及RO,或有合并采用者,如EDR,UF/EDR,UF/RO,EDR/RO等,因EDR有:
1.????? 自我膜清洗特性(Self Cleaning)
2.????? 可承受较高有机污染
3.????? 较高回收率
4.????? 前处理要求简单
5.????? 总成本较低
以上等等特性,所以广为业界青睐与采用。本文将介绍极换式电透析系统EDR及其应用实例。
二.废水回收前注意事项
(一) 制程水与废水回收之有利时机:
1.????? ?水资源短缺。
2.????? 枯水期水质恶化。
3.????? 环保排放要求日益提高。
4.????? 废水减量以降低後续处理成本,并降低总成本。
5.????? 零废水排放要求。
6.????? 回收系列成熟可靠,且投资报酬高。
(二) 节水或水回收再使用之处理,应先考量流程设计,考量因素如下:
1.????? 选择有利回收制程水。
2.????? 流程单纯,方便管理。
3.????? 化学品添加量少。
4.????? 人员需求少(最好全自动控制)。
5.????? 回收水可再用。
6.????? 回收率高。
7.????? 投资回收期短。
8.????? 空间要小。
三.极换式电透析EDR系统介绍
电透析(ED)科技成熟於1960年代,美国IONICS公司於1970年代更进一步研发成功EDR科技,大大提高工业上尘用之经济价值,不仅简化处理流程,并大大降低化学品要求,提高回收率。早期用於高盐份水淡化,以供饮用;1980年代作为树脂纯化之预退盐 以提詗树脂纯化效益,并进而用於废水回收,高盐份水浓缩,有价物回收等。
在个案评估时,通常业主会评估二种以上处理技术,通常以RO及EDR流程作比较。由於废水水质不稳或变化大,进行小规模(Pilot Plant)评估是必要,以决定前处理步骤,并进而决定全量(Full Scale)之分离膜流程。以下是EDR优於RO之处,亦为业者采用EDR的考量因素:
1.????? 油污染。
2.????? 有机污染。
3.????? 菌类之防止。
4.????? 残余氯控制。
5.????? SDI值。
6.????? 金属物沉积。
7.????? 进水水质之变动性。
8.????? 前处理异常之适应能力。
9.????? 系统管理。
10.? 清洗或故障频率。
11.? 投资效益及报酬率。
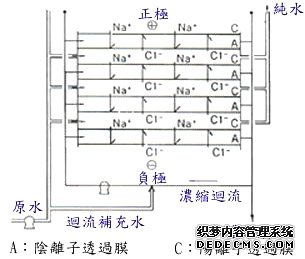
图一 典型EDR架构
(一) ED/EDR原理
传统电透析法(ED)乃是交互排列之阴阳离子膜,以间隔(Spacer)分开,在两端直流电动势趋使下,阳离子往负极位移,并只能通过阳离子膜,阴离子则往正极位移,只能通过阴离子膜,因此形成交互纯水/浓缩水之分离水道,汇集为纯水及浓缩废水。
EDR乃根据ED原理,每隔一特定时间(约15分),两端电极极性互换,纯水/浓缩水控制阀亦随之转换,如此反覆交换,能自动清洗离子膜表面可能遭受之污染(Fouling)及阻塞(Plugging),以确保离子膜效率之长期稳定性及纯水品质。
其典型EDR架构,如图一,极转换如图二。
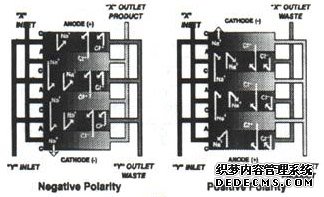
图二 Electrodialysis Reversal
EDR为水流流过膜面,仅离子透过膜,而非水透过,故操作压低。
(二) EDR系统简介
EDR系统乃是由液压输送系统,直流电源及离子膜堆套组(Staging)所构成,每一套组可能由一个或数个膜堆(Stack)所组成,而膜堆则由一连串之膜组(Cell Pair,膜组为最基本单位,即间隔、阳离子膜、间隔、阴离子膜)组成,每一膜堆可部份纯化(Partial Demineralization)50%,如以膜堆串联,则纯化能力以等比级数提高,如二组膜堆串联叫二段式套组,纯化可达75%,余类推。
如图一所示,EDR系统有浓缩水回流设计,旨在提高造水率,可达95%,为其他分离膜所不及,也是EDR常被采用之重要特性之一。
1970年以来,EDR系统以超过1400套服役於世界各地,4000CMD以下均为套装制式系统,故性能可靠,按装迅速。
(三) EDR之优异性
由於EDR离子膜比其它分离膜(如ED,RO)有较佳物理性及抗化性,对杂质、胶质、游离物及细菌容许度亦较高,主要特性及优点归纳如下:
1.????? EDR可获取75%至95%去盐(纯化),软化或高盐份水淡化之能力。
2.????? 原水TDS在某种范围内变动,EDR可藉操作条件之改变,而保持造水量及去除率。
3.????? 浓缩水道在长垢指数(Langeller Index)+1.8以下,或CaSO4饱和度175%以下,EDR均不必添加化学品,且造水率可达65-85%。若长垢指数>1.8或CaSO4饱和175-400%,则只需少许抗长垢剂(Antiscalants)如SHMP,造水率可达90-95%。造水率愈高,原水需求(Make-up Water)则愈低,排放水也愈少。
4.????? 仅电荷性(反应性)SiO2有去除能力。
5.????? 原水游泥阻塞指数(Silt Density Index)SDI5,RO为SDI15。
6.????? EDR耐游离氯可达20PPM,故可用氯杀菌,或确保水系统不受细菌污染。
7.????? EDR耐温达45℃,PH值1-10。清洗离子膜容易,用HCL,NaCL,NaOH即可。
8.????? EDR操作成本及维修费比其他分离系统低。
9.????? EDR对离子胶状物,低分子量有机物质(<200)有良好去除率。
10.? EDR离子膜寿命5年以上。
11.? EDR容许原水快速变化及错误操作(Miss Operation)。系统安全保证性最高。
四、典型实例
(一) 冷却排放水之回收
由於冷却水塔排放水为高污染源,须处理才能排放,为降低排放量,乃进行冷却水回收再使用,因EDR在45℃以下,PH值1-11及高有机物之冷却水排放,仍能顺利运作,为良好回收系统。
EDR纯水可经由树脂纯化系统,产制锅炉超纯水。案例之状况如表一。
表1
REUSE OF COOLING TOWER BLOWDOWN
PERFORMANCE CHARACTERISTICS & WATER QUALITY
EDR Plant Specifications
Model型号:
Production:纯水量
Rocevery:回收率
Product:纯水要求
Raw Water:排放水
Waste Water:废水
Desalting Stages:EDR段数5
Percent TDS Reduction:去除率
Power Consumption:耗电量
Aquamite V-M
24,000 GPD, 20gpm
83%
100-250ppm TDS for boiler feed and cooling
1500-2500 ppm TDS, filtered blowdown
7000-9500 ppm TDS, to fly ash
5
90-94%
8.5KWH/Kgal
Water Analyses in ppm as the ion
排放水
纯水
废水
lon
Feed
EDR Product
EDR Waste
Na
175
21
871
Ca
250
10
沃特浦全国免费咨询热线:400-626-4939
欢迎广大客户来电垂询,沃特浦竭诚为您服务

